Electroplating Defects and Issues
June 29, 2024 | Stephen Sharretts | Share
Electroplating is a delicate science with a wide range of factors that influence the results, spanning the electrochemical process and part preparation, requiring high precision and diligence. The complexity of these variables makes electroplating prone to defects and other problems when not performed by experienced, knowledgeable professionals.
Still, electroplating is one of the highest-quality procedures for achieving durable, even coats on metal substrates. Explore factors affecting electroplating, common plating problems and how to avoid them.
QUICK LINKS
Factors That Can Affect Electroplating | Prior To Coating | Cold Shuts | Pitting| Sharp Edges | Cleavage Points | Unclean Manufacturing | After Plating | Loss of Adhesion | Cracking After Plating – Hydrogen Embrittlement | Dull and Hazy Deposits in Plating | Blistering in Plating | Oxidation in Plating | Avoid Electroplating Defects With SPC
Factors That Can Affect Electroplating
The electroplating process depends on factors that impact from part design to the finishing stage. Vigilance from start to finish and knowledge of different metals and techniques can help you avoid these issues.
Some defects stem from processes that occur prior to plating, such as design, cutting and contamination during manufacturing. Issues like these can cause defects such as sharp edges, pitting, cold shuts, unclean manufacturing and cleavage points. The plating process itself involves complex electrochemical interactions, where miscalculations or incorrect techniques can cause the coating to flake or lose its adhesive properties. You might see problems like hazy or dull deposits, hydrogen cracking, oxidation, and blistering appear after coating a piece.
Avoiding these factors requires the expertise of professionals with an established reputation in the industry. Plating is a crucial component of many industries, including telecommunications, defense, aerospace and many more. The quality of the coating is paramount to success in these fields and can affect mission-critical components, so you should only work with the most qualified company. A trusted partner can help prevent common problems and help you through electroplating production, reducing frustrations and shortening lead times.
Your electroplating provider should also have experience with applications similar to yours. For example, at SPC, we work with materials that many other companies can’t plate, and we use specialized plating techniques to help us offer premium results. Look for a partner who has both the capability and experience to meet the demands of your project.
Let’s begin by discussing what defects can present themselves before coating.
Prior to Coating
Because electroplating relies so heavily on pretreatment for proper execution, many problems found in the final product are actually a result of problems prior to coating. Here are some of the most common sources of precoating defects:
1. Cold Shuts
Cold shuts are one of the most common defects found in materials sent for electroplating. They are the result of metal that has hardened at different stages and are visible on the surface of the base metal as flow marks or lines.
More specifically, cold shuts form when a flow of melted metal reaches the cooler surface of the die1. Due to the difference in temperature between the molten metal and the cold die, rapid cooling occurs in the molten metal. This causes it to harden before completely filling the mold. When the next flow of molten metal enters, it fills the remaining gaps between the die and the previous flow.
The problem here is that this new flow is now bonding with the previous chunk of hardened metal, instead of the whole piece hardening as one. This causes differential bonding that results in product lines across the surface of the object. Naturally, these cracks tend to be found at the points farthest from the gate.
The most common cause of this problem with dispersing ability is a die at too low a temperature. The effect is that the piece has inadequate mechanical strength, as fracturing will naturally tend to occur along these lines when strain is put on the piece.
2. Pitting

Another common issue is pitting, which is essentially small holes on the surface of the object. They appear due to the adhesion of air or hydrogen bubbles2 on the part being plated. Thicker metal deposition is more susceptible to pitting since they grow in size with more build-up, and reworked parts tend to exhibit this defect more than new parts.
The source of pitting relates to the surface of the metal, though its specific causes can vary. In some cases, chemical fume suppressants can cause pitting. This is particularly true if a non-permanent type of fume suppressant has been used, though it is less often the source of trouble these days. Permanent fume suppressant of good quality will not cause pitting by itself.
Rather, pitting is typically the result of mistakes made during preparation. These can include an inadequate cleaning job or flaws on the object itself. Before plating, grinding, blasting or polishing that was performed too harshly could be the culprit and can result in debris on the surface of the object. Very small holes, oxidation on the surface, microscopic fissures and pieces of non-metallic materials can also cause pitting.
Finally, pitting may be caused by stop-off residue, the breakdown of plating tank plumbing or lining, wire brush debris, grit from a blaster, buss arching and substances like oil left over from a bath.
3. Sharp Edges
The geometry of objects plays a large part in how they receive electroplating. The process itself relies on current, which starts a reaction on the part’s surface and attracts cations. Certain geometrical shapes will result in more attraction than others.
Due to this principle, when current passes through an object with a sharp edge, the current density increases at that point. Current distribution is of utmost importance to proper electroplating. This is why care should be taken in the early phases to reduce sharp edges, threads or bends. If not, current can accumulate in one area of the part and attract excessive amounts of coating.
When too much plating builds up on a sharp edge, the result can be a brittle layer that easily breaks. Most manufacturers correct for sharp edges by grinding and shot peening the edge until it is gentler. A common rule of thumb is to round off all edges to about 10% of material thickness3 or less than 0.005 inches in height.
4. Cleavage Points
Cleavage points occur4 when the plating splits along its structural plane. In electroplating processes, this can cause problems with structural rigidity, reducing the part’s fracture toughness. Cleavage points form during the die-casting process, so carefully controlling heat at this stage can help minimize their appearance.
5. Unclean Manufacturing
One of the easiest ways to guarantee problems with electroplating is by having an unclean surface on the object. This can be the result of manufacturing issues, handling, contamination or equipment contamination. Some potential sources of contamination5 include poor cleaning on conveyor belts or heavily oiled parts, worn or foul abrasive media or belts, unchanged process fluids or coolants, and inadequate dust control. A well-qualified electroplating technician will examine the object for proper cleanliness.
Electroplating attracts the coating to the object’s surface via a current. However, no matter how powerful the current, the final adhesion must occur between the surface of the object and the coating itself. If there is any impurity in between these two, adhesion will be incomplete. The result will inevitably be a plating layer that detaches from the object. This may result in a blister or a brittle area.
After Plating
Even after the metal coating is in place, several characteristics can reduce its performance or cause problems. Some are minor concerns, but others can create significant problems and affect the functionality of the finished part. A well-plated part should maintain its electroplated layer long after metal deposition.
The following are common defects that occur after plating:
1. Loss of Adhesion
A loss of adhesion is one of the most common sources of part failure in finishes. Adhesion is impacted by many different chemical and physical factors6, including plating thickness and thermomechanical properties and application techniques. Often, the electroplated layer gets the blame, but rarely does the coating cause the loss of adhesion. Typically, the surface onto which it is plated has another kind of coating, such as die-release agents, oxides, alloying substances or oils. These materials compromise the adhesion of the plating material.
The surface below the plating must be “active” — that is, ready to receive the coating. To prepare the piece, it may go through a pretreatment system, which consists of presoaking in alkaline liquid, an electro-cleaning, pickling in acid, deoxidation, a descaling procedure, an ultrasonic cleaning and activating strikes. These vary with the plating line and its various functions. Pretreatments do eventually expire and could fail to properly treat the object, leading to poor adhesion.
Several factors aid platers in preventing defects:
- Material interactions: The plater should always know what alloy is being used. For example, 360 brass can have up to 3% lead7, while 260 brass has 0% lead. Both are widely used, but they require different pretreatments to suitably activate the surface.
- Type of oil: Pretreatment can typically remove organic oils, like those made from living sources like animals and vegetables, more easily than others. Wax and lubricants made from silicon, for example, are harder to remove8 and are more likely to remain despite cleaning attempts. Wherever possible, think ahead to the electroplating process and use oils or lubricants that are less difficult to remove.
- Inert environments: Heat-treating in an inert environment may be more expensive, but it requires considerably less pretreatment and, as a result, can equal out or save money. Otherwise, the pretreatment team may need to use blasting to eliminate scales caused by heat treatments. This could drive the price of a plating job up significantly.
- Material grades: High-quality, plating-grade materials are paramount to the finished product of a plating job. They cost more, but, as is often the case in manufacturing, the ease of use and lack of defects can compensate for the higher price. These costs come from the high level of care needed to ensure a surface free of metallic inclusions or residues.
2. Cracking After Plating — Hydrogen Embrittlement
Since the beginning of the modern industrial era, hydrogen has presented a problem for those working with finishing metals. It tends to make metals brittle9, causing them to break and fracture. In electroplating, hydrogen can often work its way into parts without the manufacturer knowing.
Because hydrogen embrittlement typically presents itself after the process is over, when the part is put under stress, it is difficult to identify this problem until it occurs. Engineers cope with it by enacting several measures throughout the process. These include stress relief baking and peening the object with shot, both of which promote strength and minimize the chance of hydrogen fracturing.
3. Dull and Hazy Deposits in Plating
One frustrating defect is a dull or hazy spot on the plating. This could have several possible causes:
- Chemical imbalance: When immersing the object in a bath, insufficient levels of certain chemicals or additives can impact the quality of the plated layer. Some copper solutions, for example, will create dull, rough deposits if the ammonia content is too low10.
- Incorrect temperature: The bath temperature must stay within a specific range, which varies by application. Air agitators can help maintain this temperature and prevent hazy or dull deposits from temperature variations. For example, high temperatures can cause dull deposits with some gold plating11 processes.

- Incorrect current density: The current density significantly impacts your end result. High current densities offer faster deposits but can lead to problems with plate quality and adhesion. The right current application method and specifications will depend on the material and solution.
- Incorrect current distribution: If the anodes are not the proper distance from the object, the current will not flow correctly. Use conforming anodes to help with this problem.
- Improper rectifier function: The rectifier must be working properly to avoid dull deposits. Perform tests to look for needed repairs.
- Inadequate preheating: Parts that are not hot enough can wind up with defects. Ensure that they have heated up to the bath temperature all the way through.
- Interrupted current: Parts that are plated without current interruption tend to have the best results with brighter deposits.
- Inadequate rinsing: The rinsing process must be thorough to ensure that all cleaning agents and chemicals are absent from the object before plating.
- Part placement in plating solution: An object placed too close to the surface of the solution may not receive the proper current and develop dull or hazy deposits.
- Contamination by organic compounds: A surface scum of organic substances can form on the bath, which can then stick to the surface of the object and dull the deposit.
4. Blistering in Plating
Blisters result when gas expands from within the pores of the object. These gases are usually either hydrogen or nitrogen, and they find their way into the object’s surface from the lubricant applied to the die. For example, when electroplating copper onto printed wiring boards, hydrogen was the primary culprit for blistering12 as it turned into hydrogen gas. Adding nickel to the plating solution reduced the hydrogen gas and minimized blisters.
Generally, when the object is heated, the gases expand and press against the plating, causing it to puff up in a blister. Alternatively, a lap that partially remains on the surface can cause the plating to lift off.
5. Oxidation in Plating
One of the primary reasons for plating is to prevent oxidation of the object. It stands to reason, therefore, that the object itself is capable of oxidizing before the plating is applied. Oxidation on the surface of an object can lead to poor adhesion and a lifting of the plating after the process is complete.

Avoid Electroplating Defects With SPC
The ideal plating process conditions call for skill, experience and the right coating equipment. As an industry leader in plating and plating consultations, SPC has these resources and nearly a century of experience in the plating industry. We have a long list of achievements and accreditations and are prepared to help our clients obtain the best results for the best value. For experience you can count on, contact SPC for electroplating consulting.
Sources:
- https://iieiug.weebly.com/uploads/2/6/3/6/26362706/50576-ch10.pdf
- https://researchrepository.wvu.edu/cgi/viewcontent.cgi?article=9164&context=etd
- http://www2.uwstout.edu/content/lib/thesis/2011/2011riedelp.pdf
- https://www.ampp.org/technical-research/what-is-corrosion/corrosion-terminology-glossary/corrosion-terminology-c
- http://www.mntap.umn.edu/industries/facility/machine/resources/platedright/particulatecontamination/
- https://www.semanticscholar.org/paper/A-Study-of-Various-Parameters-Affecting-Adhesion-of-Pathanatecha/0c41f0ce2c470acae6b2cc943e825e880a00659d
- https://www.copper.org/applications/rodbar/alloy360/alloy360.html
- https://www.mdpi.com/2076-3417/12/21/11285
- https://www.ampp.org/technical-research/impact/corrosion-basics/group-3/hydrogen-embrittlement
- https://www.nmfrc.org/pdf/psf00/jul67.pdf#page=2
- https://www.sciencedirect.com/topics/chemical-engineering/gold-plating
- https://link.springer.com/article/10.1007/s11814-011-0208-0
Resources & Insights
Related posts
Explore articles similar to this one
Sharretts Plating Announces Strategic Expansion to Advance Wafer-Level Metallization Capabilities
York, Pennsylvania — April 13th, 2026 — Sharretts Plating Company (SPC), a leader in advanced metal finishing and engineered surface…
Learn more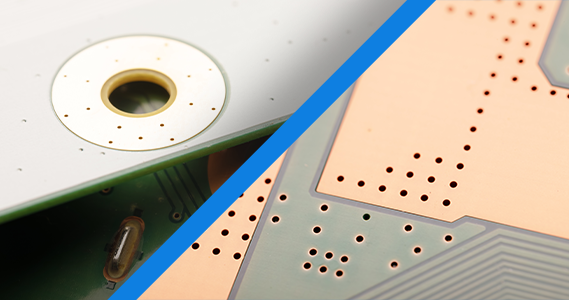
What Is the Difference Between OSP and ENIG? A Complete PCB Finish Comparison
The surface finish selected for printed circuit board (PCB) fabrication is a critical determinant of manufacturing yield, solder joint reliability, shelf life…
Learn more
Gold Plating Standards
Gold is known for its glitter and glamour, but it also has significant value from an electroplating perspective. Why should…
Learn moreStay in touch
