Plating Onto Plastics Troubleshooting
September 18, 2018 | Stephen Sharretts | Share

People have been plating onto plastics since the early 1960s when the automotive industry began doing so to decrease the weight of parts to improve fuel efficiency while still maintaining the sleek look of metal. Today, a variety of industries from consumer electronics to plumbing use it as well to enhance appearance and provide qualities such as electrical conductivity and increased wear resistance.
Although the manufacturing industry knows much more about plating onto plastics now than it did when the practice began, running into problems while plating is still common, especially if you don’t have much experience with plastic-plating.
To ensure a high-quality outcome, you need to keep in mind several factors related to the design of the component, the molding process and the plating process. Some of the most crucial considerations and common types of plating defects are discussed below, as well as how to trouble-shoot plating on plastics.
Need Additional Help? Contact our Consulting Team.
Design and Mold Considerations
A significant portion of the issues that occur when plating onto plastics is related to design and molding. Keeping the following aspects in mind when designing and molding components can reduce the occurrence of plating problems.

1. Design Criteria
When designing plastic components that will receive metal plating and the molds you will use to make them, you must consider the plating process. The design of a part can have a significant impact on how successful attempts to plate it are. The following design criteria can help increase the likelihood of successful plating:
- Cross-sectional dimensions should have minimal variation.
- The thickness of the walls should not be more than 3.8 millimeters. Thicker walls can lead to uneven cooling and cause the part to warp or shrink. To add strength to a component, consider adding ribs rather than increasing the thickness of walls. Ribs also only increase weight minimally.
- Use gently curved surfaces rather than sharp edges and corners, which can lead to flash. Also called plate buildup, flash will be discussed in greater detail later.
- Avoid deep recesses, as it is difficult for plating to reach these places without using more involved techniques and equipment.

- Design parts as a single piece instead of multiple pieces bonded together.
- Consider including tabs in your design which you can use to affix components to the plating rack. The tabs will not receive plating. Ensure that the tabs are sturdy enough that they can secure the part on the rack and not flex during the plating process.
- Place gates — the openings through which you inject the molten plastic into the mold cavity — on surfaces that will be out of sight. Gates for plastic parts that will be plated are usually larger than those for plastic parts that will not receive plating. If you will need to remove the gates, make sure you trim them cleanly so that plating does not create sharp edges.
- The parting line — the line where the two halves of a mold meet — should also be in out-of-sight locations. Edges caused by the line can become exaggerated by the plating process and become sharp or jagged.
- Design parts so that liquids and chemicals used in cleaning, rinsing and electroplating can easily drain. Trapped chemicals can leak out after plating and cause damage. Avoid including blind holes and slots from which plating solutions and other substances may be hard to remove. If you do need to include such design characteristics, include holes for draining. Rather than using blind holes, use through-holes. If blind holes are necessary, make them relatively large to encourage adequate draining. You can also plug blind holes before you begin plating, but this increases the costs of the plating process.
- Design molds so that you can easily eject completed parts without using mold release agents such as silicon. Mold release agents can make it more difficult for plating to adhere to the part. Ensure that molds are highly polished to make ejection easier.
- Many components are difficult to plate, and you should avoid them if possible. These include V-shaped grooves, raised lettering, depressed lettering, high ribs and closed rings.
2. The Qualities You Need
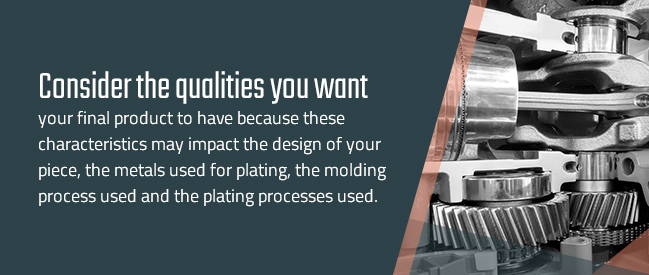
You’ll also need to consider the qualities you want your final product or component to have. These characteristics may impact the design of your piece, the metals used for plating, the molding process used and the plating processes used. Consider qualities such as the following:
- Flexural Strength: Coating a plastic component with metal will, of course, reduce its flexibility. It’s crucial to consider this change in flexural strength when designing plastic parts that will be plated and when deciding on the plating processes you will use. Ignoring it can cause parts to fail after cracks form in the plating and underlying plastic. If a part needs some give but could also benefit from plating, you may be able to plate on only select sections of the item. Plate the sections that will be visible in the final product, but leave other areas and those that need to bend unplated.
- Electrical Conductivity: Making a plastic component electrically conductive is a common reason for plating it. Copper is well-known for its excellent electrical conductivity.
- Thermal Performance: Some plastic parts, such as those used in the automotive and aerospace sectors, need to operate in high-temperature environments and must pass thermocycling tests. A part’s design, the type of plating, the plating processes used, the molding processes used and the kinds of plastic used will all affect a part’s thermal performance.
- Protection From Damage: Metal plating can serve to protect plastic components from damage caused by various external factors. It can provide a crucial barrier against damage caused by corrosion, excessive exposure to light and wear from consistent use. Metal plating substantially increases the surface hardness of a plastic part.
3. Molding Process Considerations

The molding process will also have a significant impact on the success of the plating processes you use. You should optimize the molding processes you use by taking these factors into account:
- Stress: Stresses can prevent proper adhesion of metal plating and result in defects such as blistering and cracking. Stresses are typically higher near gates, which is another reason they should be located out of sight. Molding process techniques often used to reduce stress include processing compounds at higher melt and mold temperatures, using longer fill times and using lower injection pressures. Performing an acetic acid test can reveal molds with stressed surfaces. The test involves immersing the mold in room-temperature glacial acetic acid for several minutes. If this causes white spots to appear on the plastic, it will likely be challenging to plate satisfactorily. The white spots correspond to areas of failure during thermal cycle tests.
- Time: Another strategy that can improve plating adhesion is reducing the time the resin is in the injection barrel. When the resin is in the barrel for extended periods, it can degrade, which makes it harder for plating to adhere to it.
- Moisture: It’s also essential to ensure that the plastic resin dries completely before plating it. Excess moisture in the plastic can cause blisters and other surface defects following plating.
- Cleanliness: Cleanliness is critical to the molding process. Contamination can cause adhesion problems and surface defects. Make sure the mold, the molding machinery, and other equipment around the molding equipment remain free of oil, grease, rust inhibitors and other contaminants. Using self-lubricating molds can help avoid contamination, as can wearing gloves to prevent leaving fingerprints on molds or plastic parts. After completing the molding process, you should place the part in a protective container to prevent contamination during transportation.
Defects During the Plating Process

Plating onto plastics can be advantageous, but it requires specialized plating techniques and careful attention to detail. With the right approach, you can plate metals such as gold, nickel and copper onto plastics such as acrylonitrile butadiene styrene (ABS), Teflon, polycarbonate, polysulfone, phenolic and polyoxymethylene (Polyacetal).
Before you can apply plating to plastic, the material needs to undergo special preparation. First, etch it in a chromic acid-based solution, which increases plastic’s adhesion. Then neutralize any excess chromic acid. Next, apply a solution made of palladium and tin salts to the plastic before coating it with copper or nickel from an electroless plating solution. When combined with the copper or nickel, the solution of palladium and tin salts acts as a catalyst for the plating process. After completing these steps, electroplate the material using standard plating technologies.
You may also use alternative methods such as coating the plastic in a conductive paint before beginning the electroplating process.
Many variables are involved in the process of electroplating onto plastics, and you need to pay attention to many different factors to prevent defects from occurring. Some of the defects that may occur during the plating process, along with their causes, include:
1. Inadequate Adhesion
One of the most common issues is inadequate adhesion of the metal coating to the plastic surface. One potential reason for this is using a chromic acid concentration that’s too high during etching.
2. Splay
Although molding issues cause splay, it only becomes visible following the plating process. Splay is a collection of breaks and marks on the plated part. Excess moisture in the plastic due to insufficient drying can cause splay.
3. Flash
Flash occurs when a piece of plastic is protruding from the edge of a part. During the plating process, metal builds up on this protrusion, potentially causing it to become sharp, interfere with the fit of the component or cause problems with the product’s appearance. Excess plastic, such as from the part not breaking cleanly from the mold, can cause this problem. The manufacturer sometimes does not notice until after plating is complete because plating makes it much more prominent.
4. Blisters
Blisters may form on the metal plating due to the existence of air pockets between the plastic and metal coating. These pockets may develop due to moisture in the plastic part. They can also be caused during plating and occur between different layers of metal deposits. Cutting and peeling back a blister to expose it can reveal its cause.
5. Scratches and Dents
Scratches and dents may occur during any part of the molding or plating processes. Before plating, the plater will typically check for such damage, but small scratches may be difficult to see. It’s essential to handle the item carefully at all times to avoid such imperfections. You may be able to tell at which point during the process a scratch or dent occurred by examining its depth.
6. Dry Down
Dry down is a physical imperfection in plating that can happen if a part becomes too dry between deposits of metal. Ensuring sufficient etching and neutralizing can help prevent this defect.
7. Warp
A piece can warp at various stages of the molding and plating processes. Exposure to extreme temperatures, incorrect racking, mishandling and molding errors can all lead to warping. It’s important to handle the part carefully at all times and avoid temperatures that are too high during plating, handling, transportation and other parts of the production process.
8. Skip Plate
Skip plate is when plating fails to adhere to certain parts of the plastic. This might occur due to the presence of contaminants on a part during the plating process. It’s crucial to make sure the surface is always kept clean and handled carefully to prevent skip plate from occurring. Sections of a part may also fail to plate due to under-acceleration or using too low of an accelerator temperature. Try increasing the temperature or agitating the solution to fix this problem.
9. White Stain
Sometimes, a white stain may appear on the surface of a plated part due to issues during pre-treatment or plating. These problems include having too-high voltage, a high concentration of brighteners or contamination in the electroless nickel plating tanks.
10. Roughness
Plating should be smooth and uniform, but rough plating may form due to particulates in the plating bath, which indicates that the solution needs to be filtered thoroughly. It could also occur due to low stannous levels as well as high pH, high current density, inadequate agitation or excess brighteners in nickel tanks.
11. Burn
Sometimes plating may “burn” in the plating bath, causing it to appear dark and flaky. This could be the result of a uses a current density that’s too high. It might also occur due to pH levels that are too high, temperatures that are too low, agitation failure or the presence of contaminants.
Plating Consulting Services at Sharretts Plating Company
Plating onto plastics can be complex. There are a lot of factors to consider, a lot of things that can go wrong and a lot of options for how to plate your parts. Working with an experienced, knowledgeable plating company can help simplify the process for you.
Some plating companies, however, don’t have the expertise needed to create plating solutions that optimally suit your needs. Others may encourage unnecessary and expensive materials and processes.
You need a plating company that can help create custom solutions for you and will be on your side throughout the production process. That’s what the plating consulting services from SPC offer. We’ll work with you to understand your needs and use our expertise to help you choose the right solutions for you.
We can help you select the right materials and processes and even create custom solutions designed just for you. We can also provide you with examples of the results of a process and perform tests on those samples. If you decide to plate in-house, we also offer consulting services related to starting your own plant, hiring and training employees, safely closing a plant and dealing with wastewater.
To learn more about our consulting and plating services, contact us today for more information or a free, no-obligation quote.
Resources & Insights
Related posts
Explore articles similar to this one
Sharretts Plating Announces Strategic Expansion to Advance Wafer-Level Metallization Capabilities
York, Pennsylvania — April 13th, 2026 — Sharretts Plating Company (SPC), a leader in advanced metal finishing and engineered surface…
Learn more
What Is the Difference Between OSP and ENIG? A Complete PCB Finish Comparison
The surface finish selected for printed circuit board (PCB) fabrication is a critical determinant of manufacturing yield, solder joint reliability, shelf life…
Learn more
Gold Plating Standards
Gold is known for its glitter and glamour, but it also has significant value from an electroplating perspective. Why should…
Learn moreStay in touch
